Maison
Maison





Pièces d'estampage de tôle de haute précision OEM pour machines d'usinage CNC en aluminium/cuivre/laiton de prises de commutateurs électriques domestiques
Informations de base.
| Numéro de modèle. | SWG053 |
| Moule | Matrices progressives en plusieurs étapes |
| Délai de mise en œuvre | 20-35 jours |
| Application | Interrupteur, prise, fiche, support de lampe, boîte MCB |
| Forfait Transport | selon votre demande |
| spécification | Personnalisé |
| Marque déposée | OEM |
| Origine | Ningbo |
| Code SH | 8538900000 |
| Capacité de production | 200, 0000 par mois |
Description du produit
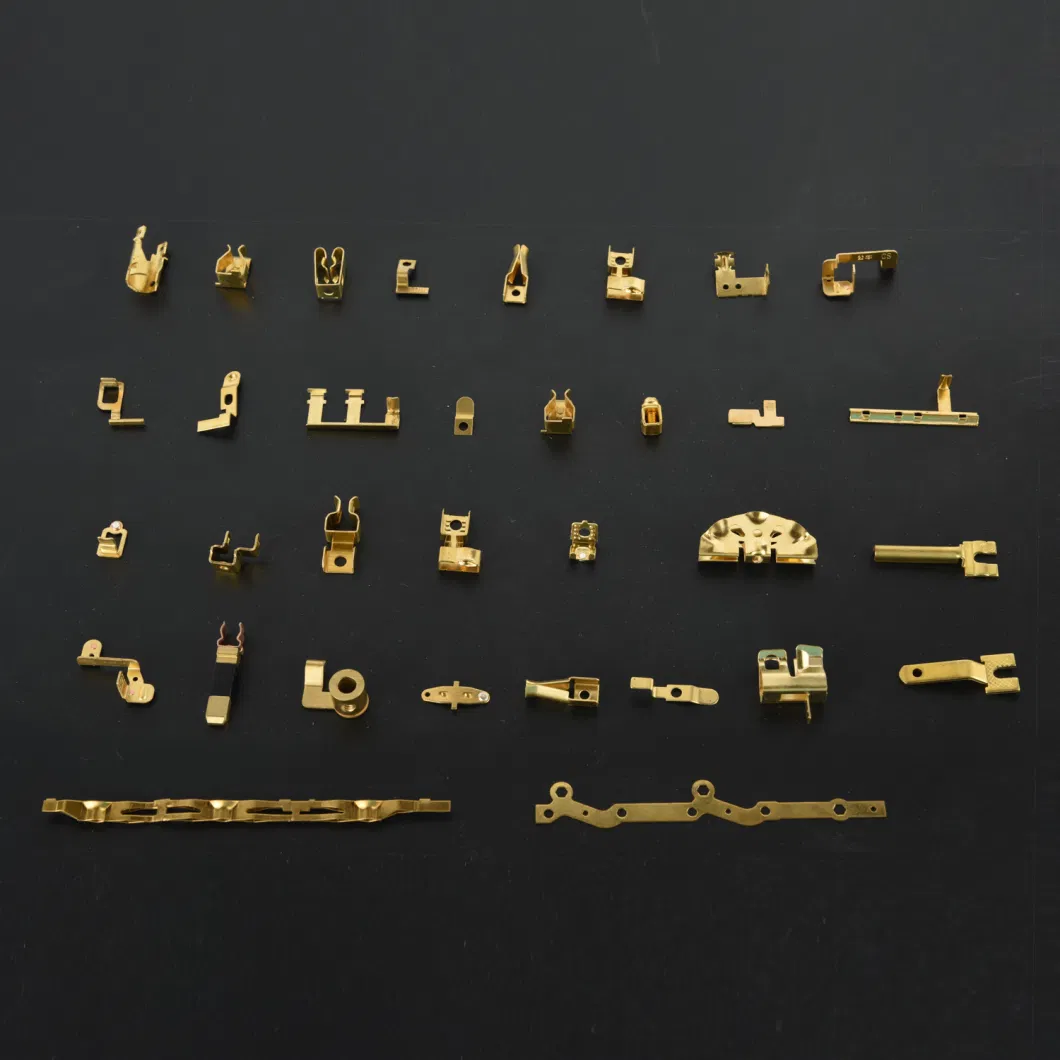
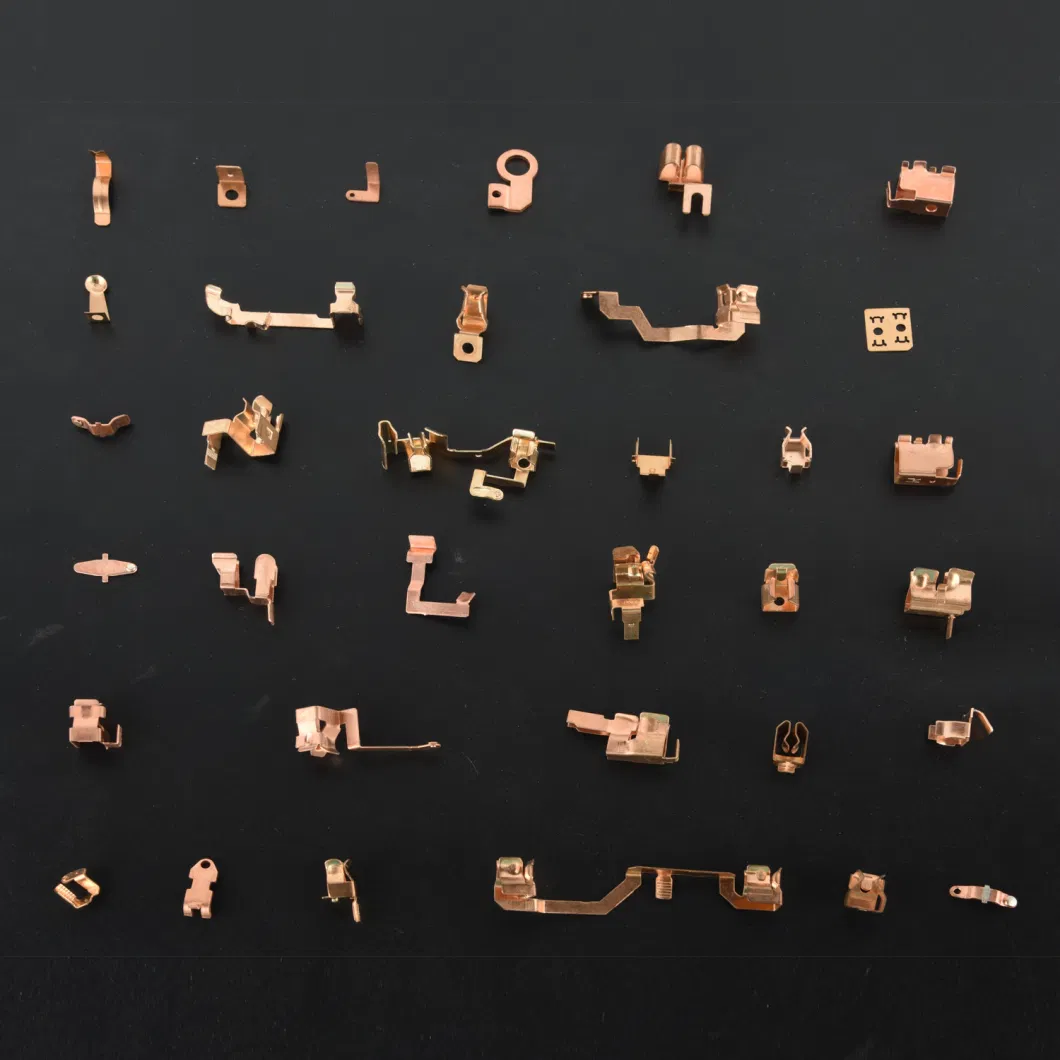
Nous sommes un pionnier dans la fabrication de composants et d'assemblages tournés en laiton de précision pour les industries de l'ingénierie électrique, électronique et du moulage de plastique. Pièces d'emboutissage en métal que nous fournissons
1. Borne de terre
2. Insertion en laiton
3. Vis en laiton
4. Contact électrique argenté
5. Ressorts
6. Contacts métalliques pour fils de prise
7. Interrupteur à bouton-poussoir
8. Insertion de broche de prise 13A
Matériau principal:
fer, acier inoxydable, cuivre, laiton ;
Point clé sur la qualité :
l'état final de finition. Tolérance de taille et qualité du matériau ;
Contrôle qualité :
Concernant le contact électrique en argent pour interrupteur, le point clé est le caractère matériel. Aussi la partie argentée.
Pour les douilles, elles doivent être en cuivre et non en laiton. Comme les broches mâles de 4 mm et 5 mm fonctionneront dessus. Si le matériau n'est pas bon, il sera très lâche après avoir travaillé avec une fiche mâle de 5 mm. Concernant l'épaisseur, celle souhaitée est de 0,8 mm et non de 0,5 mm. De plus, si la structure est d'accord, nous devrions ajouter un clip pour contrôler l'ouverture.
Pour réduire les coûts et améliorer la qualité du produit complet, certaines pièces d'estampage électrique sont conçues pour un assemblage automatique. Si dans ce cas, nous devons contrôler la finition complète depuis la matière première, la finition des pièces métalliques, l'emballage et la manipulation finale pour chaque connexion. Toute étape hors service posera un problème pour la qualité complète du produit fini. La meilleure solution consiste également à réduire l’étape de finition dès la conception du produit. La conception mécanique est également un autre facteur clé. Même si une étape terminée échoue, elle peut être réformée via la structure du produit.
Délai de conception et de production : 35-45 jours.